Сварка оптического волокна с сохранением поляризации
Компания «Специальные Системы. Фотоника» предлагает полный набор технологического, измерительного оборудования и инструментов, позволяющих производить качественные операции стыковки и характеризации места сварки PM волокон. Специалисты нашей компании имеют многолетний опыт использования такого оборудования, что позволило подобрать оптимальное решение. Мы всегда рады проконсультировать наших заказчиков и предоставить техническую поддержку. На базе нашей компании открыт сервисный центр по обслуживанию технологического оборудования, проводятся тренинги и семинары.
Оптические волокна с сохранением поляризации (PMF) применяются в большом количестве устройств. Можно выделить несколько основных применений:
- Волоконно-оптические гироскопы (ВОГ).
- Волоконно-оптические датчики тока и напряжения.
- Распределённые датчики (механического напряжения, температуры).
- Волоконно-оптические лазеры.
- Передача информации.
Подобные специальные ОВ могут быть разделены на две основных категории: с особой геометрией волокна и наличием в нём механических напряжений. В последних двулучепреломление наводится путём введения создающих механическое напряжение частей (СМНЧ), имеющие отличные от остальной структуры коэффициенты термического расширения, которые при вытяжке и остывании ОВ сжимаются или расширяются, приводя вследствие эффекта фотоупругости к наличию разницы оптических показателей преломления. Например, в процессе изготовления широко применяемого волокна типа PANDA, используют стандартную заготовку, аналогичную применяемой для изготовления телекоммуникационного ОВ, просверливают вдоль неё два отверстия, в которые затем помещают стержни с другим КТР (обычно легированные 12-15 мол. % оксида бора). После схлопывания заготовки, идёт процесс вытяжки, не отличающийся от традиционного.

Принципиальная схема ОВ с двулучепреломлением, вызванным наведёнными механическими напряжениями,
где а-ОВ типа PANDA; б-ОВ с эллиптичной оболочкой; в-ОВ с напрягающей эллиптичной оболочкой; г-ОВ «галстук-бабочка».
В процессе производства, проведении исследований необходимо выполнять сварку PM волокон с необходимой ориентацией их осей двулучепреломления. Существует ряд методов контроля положения PM волокон. Наиболее точным является использование измерительного оборудования, позволяющего определять зависимость поляризационных преобразований в области стыковки волокон перед подачей напряжения на электроды сварочного аппарата и их сплавления. В наиболее продвинутых станциях используется анализ дифракционной картины рассеивания (в коммерческой литературе часто используется термин PAS – profile alignment system).
Ниже кратко описан процесс сварки с приведением конкретных используемых устройств (подробное описание характеристик Вы найдёте, пройдя по соответствующим ссылкам):
Снятие защитного покрытия
Качественное освобождение оптических волокон от защитного покрытия гарантирует уменьшение количества дефектов на поверхности кварцевой оболочки, и, как следствие, высокую прочность участка волокна, использующегося в технологической операции.
В основном на кварцевую оболочку оптических волокон наносят защитные покрытия одного из следующих типов:
- Акрилатное.
- Полиимидное.
- Металлическое.
Удаление акрилатного покрытия в большинстве случаев осуществляется стандартными инструментами вроде ручных стрипперов.

Ручной стриппер.
Этот тип инструментов подходит для проведения работ, к которым не предъявляются повышенные требования. При стыковке составляющих интерферометрических датчиков, лазеров, при записи ВБР с предварительной зачисткой акрилатного покрытия используются либо термострипперы, либо аппараты, буквально «сдувающие» акрилат потоком горячего воздуха.

Автоматический стриппер.
В случае, если речь идёт об удалении полиимидного покрытия, можно выделить несколько основных решений: механическое воздействие лезвиями и плавное снятие защитного слоя плазменным полем. Последний метод, с нашей точки зрения, наиболее предпочтителен, так как минимизируется возможность механических повреждений оптического волокна.
Для удаления металлических покрытий наиболее часто используются кислотные растворы (например, для удаления медного применяется 20-50% раствор азотной кислоты). PM волокна металлом обычно не покрываются.
После снятия покрытия мы рекомендуем очистить поверхность волокна безворсовой салфеткой, вымоченной в спирте.Подготовка торца волокна
Для стыковки волокна необходимо соответственным образом подготовить его торец. Обычно для сварки волокон угол между их осью и нормалью к торцевой поверхности должен составлять не более нескольких десятых градуса. Наиболее быстрым методом является скалывание, наиболее точным - полировка.
Наибольшую популярность в настоящий момент имеют пружинные скалыватели, производящие насечку при помощи лезвия с алмазным напылением, имеющего форму диска. В некоторых случаях конструкция скалывателя подразумевает перемещение этого лезвия вручную. У нас представлены скалыватели оптических волокон от компании OSCOM, которые позволяют работать с оптическими волокнами различного типа и диаметра.
Портативный скалыватель XQ7415 от OSCOM.
Мы также предлагаем программируемые скалыватели от компании OSCOM, которые позволяют работать с большим количеством типов волокон. Единственное, что нужно сделать оператору – поместить предварительно зачищенное волокно в устройство и выбрать один из нескольких режимов скалывания. В случае необходимости эти режимы легко перенастраиваются самим работником. Аппарат натянет волокно, подведёт вибрирующее лезвие с алмазным напылением к боковой поверхности и произведёт скалывание.

Перестраиваемый скалыватель XQ7410 от OSCOM.
Следует упомянуть, что скручивание оптического волокна приводит к увеличению угла скола. Поэтому, для скола иногда рекомендуется предварительно выпрямлять волокна путём помещения их в акрилатной оболочке на нагретую поверхность, например термоусадочной печки сварочного аппарата.
После произведения скола рекомендуется проверить его качество с помощью интерферометра. Эта операция позволит определить угол скола, наличие дефектов, положение насечки относительно напрягающих элементов.

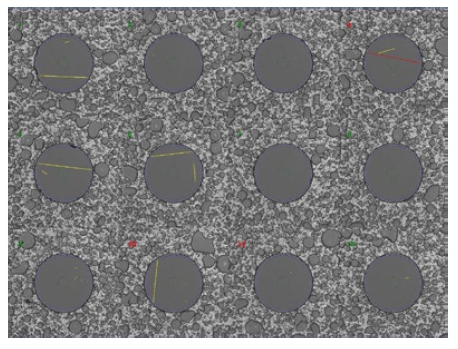
Система проверки торцевой поверхности оптического волокна SmartCheck.
Сварка. Определение положения волокна
Зачищенные, сколотые волокна помещают в специальные держатели (иногда снятие покрытие и скалывание производятся с волокном, уже зафиксированном в держателе). Держатели располагают в сварочном аппарате и закрывают крышку.
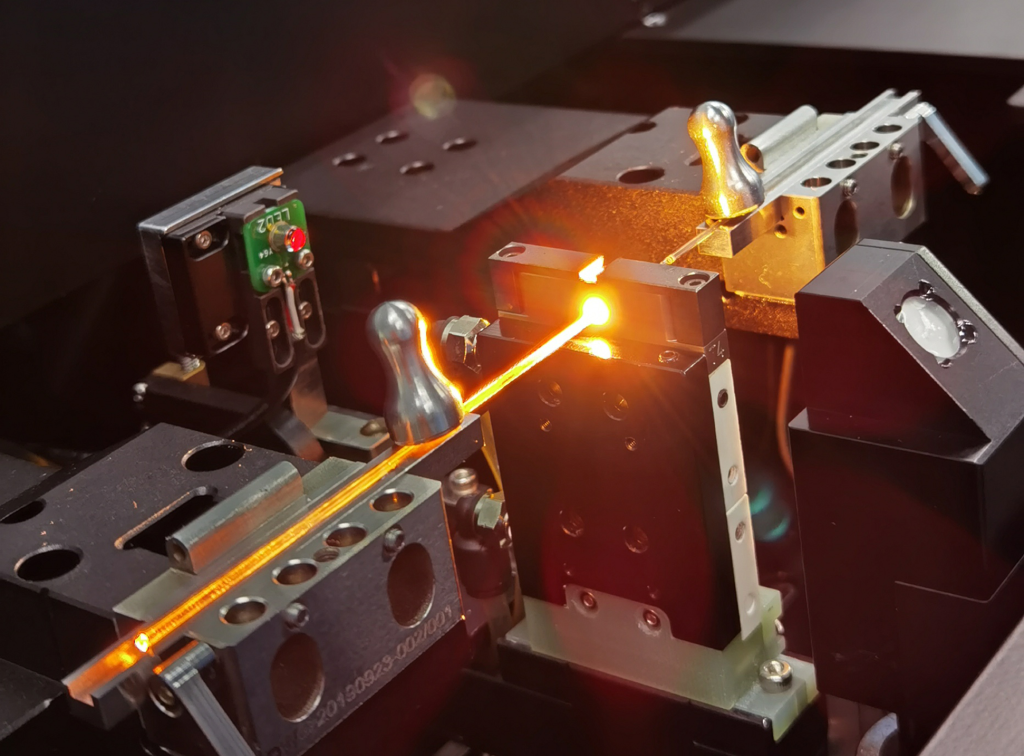
Рабочая область сварочного аппарата.
Современные сварочные аппараты позволяют работать в автоматическом, полуавтоматическом и ручном режимах. Аппараты по умолчанию поставляются с набором алгоритмов сварки наиболее часто применяемых в мире волокон.
Стандартный процесс сварки обычно включает в себя следующие основные этапы:
- Предварительное расположение волокон в рабочей области.
- Настройка параметров оптической системы наблюдения сварочного аппарата.
- Зачистка поверхности волокон с помощью слабой плазменной дуги.
- Прецизионное выставление положение оптических волокон друг относительно друга (регулировка расстояния между торцами, положения основных осей волокон, положение осей двулучепреломления).
- Сварка (в процессе сварки для достижения оптимального результата система может изменять напряжение на электродах, положение оптических волокон).
- Осаждение КДЗС, восстановление защитного покрытия.
Выставление положения СМНЧ, и, как следствие осей двулучепреломления PM волокон осуществляется путём их вращения вокруг оси. Сварочный аппарат использует метод PAS, анализирует параметры дифракционной картины рассеивания когерентного излучения. На боковую поверхность оптического волокна перпендикулярно его оси направляется излучение (видимого диапазона, обычно красного). Так как конструктивные элементы в большинстве случаев обладают различными показателями преломления, каждое положение волокна соответствует конкретной дифракционной картине.


Визуализированное рассчитанное распределение интенсивности ЭМ излучения в сечении волокна с напрягающей эллиптической оболочкой.
Следует отметить, что этот метод является крайне важным в случае, если оптическая схема не позволяет, например из-за наличия изолятора, использовать другие приборы, такие как источник излучения, экстинкциометр.
Мы предлагаем сварочные аппараты для специальных оптических волокон от компании OSCOM, которые подходят для работы с PM, MCF и другими типами ОВ.

Сварочный аппарат XQ7260-C от OSCOM.
Иногда для улучшения характеристик PM волокна, для увеличения двулучепреломления, СМНЧ легируют дополнительными элементами, например фтором. Это приводит к уменьшению разницы показателей преломления кварцевой оболочки и СМНЧ (в случае с волокнами конструкции PANDA - стержней), и, как следствие, усложняет применение PAS метода.
В качестве измерительных приборов, использующихся для определения величины поляризационных преобразований, мы предлагаем оборудование компании OPEAK - измерители коэффициента поляризационной экстинкции и анализаторы поляризации. В случае их использования, сварка должна выполняться оператором в полуавтоматическом или автоматическом режимах.


Измеритель коэффициента поляризационной экстинкции серии PEM-100 и анализатор поляризации серии OPA100.
Сварка. Анализ параметров сварки
После выполнения сварки для определения поляризационных преобразований используются приборы, упомянутые выше. Для определения оптических потерь в области сварки мы рекомендуем использовать рефлектометры высокого разрешения от TemSens. Разрешение этих систем достигает 10 мкм, что является лучшим показателем на мировом рынке. В случае сборки прецизионных систем его технические возможности незаменимы. Чувствительность рефлектометра составляет -130 дБ, динамический диапазон равен 80 дБ.

Оптический OFDR рефлектометр CLM.
Восстановление акрилатного покрытия
Область сварки волокон защищают либо КДЗС, либо восстановленным покрытием. Наиболее компактным и удобным в использовании устройством является ProCoater компании NorthLab. Для восстановления покрытия используются матрицы, УФ-отверждаемый акрилат и соответствующий встроенный источник излучения.

Восстановитель акрилатного покрытия.
Заключение
Нашим заказчикам мы предлагаем оптимальное решение для сварки PM оптических волокон, включающее оборудование, инструменты, техническую поддержку и обучение. Сварочные аппараты, измерительные приборы и оснастка представлены продукцией лучших мировых производителей.

Полный перечень оборудования для выполнения работ по сварке оптических волокон представлен в следующих разделах нашего сайта:
- Сварочные аппараты для специальных оптических волокон.
- Скалыватели для оптических волокон.
- Стрипперы для удаления покрытий оптических волокон.
- Интерферометры и микроскопы для оптического волокна.
- Инструменты для подготовки и защиты оптического волокна.
- Системы для сварки, обработки и формовки оптических волокон.
- Полировальные машины для волокон, коннекторов и волноводов.
- Измерители параметров поляризации.
Специалисты нашей компании будут рады предоставить Вам любую дополнительную информацию о продукции и подобрать оптимальный инструмент для Вашей задачи. Для оформления заказа и уточнения условий поставки оборудования свяжитесь с нашими специалистами любым удобным для Вас способом